18662537949


����䆵ĽY�������c
�������һ�N���چ�б����(m)���ķ�����(t)����������(c) 3�N��ʽ�Ķྦྷ���ϣ���һ���ضȗl������l���D�Q��
�D3 �������\���w�S�ضȰl������׃
�����Y�������s���Ҝؕr�����ھ��w�Y���l���D׃�����ķ����D׃���б�ࣩ������б���͵ľ����w�e���ķ����Ͷ�s4%������䆃Ȳ����a���Ѽy����������䆵ęCе���ȡ����뷀����������CaO�� MgO��CeO2��Y2O3�ɷ������^������������ᐵ�������մɾ������еđ����T����׃���gЧ����ʹ����ИO�ѵęCе���ܣ��������ȿ��_ 900 �� 1200Mpa��
��һ�N���Ҝ��·����ķ�������䆵ķ����ǜpС�����ߴ�(ƽ���R�羧���ߴ�<0.3��m)��
�ڌ��H���î��О�@������Ҫ�ľ��κ�ʹ�����ܣ�ͨ�����벻ͬ��͵ķ������Ƴɲ�ͬ��͵�������մɣ�������մɸ������^�Y�����Է֞����N��ͣ���ȫ�����������(FSZ)�����ַ����������(PSZ)���ķ�����䆶ྦྷ�w(TZP)���箔��������CaO�� MgO��Y2O3�r���քe��ʾ��Ca-PSZ�� Mg-PSZ�� Y-PSZ( Partially Stabilized Zirconia)�ȡ��������Ʋ��ϵ�����䆞�����ᐷ������ķ��ྦྷ�����( Yttria-stabilized Tetragonal zirconia polycrystal��Y-TZP)
������մɲ��Ͼ������õ����W���ܡ��ܺõ������������Լ��������g�ԡ����ȺͿ�ƣ���ԣ�����߀���Ѓ�������ĥ�ԡ�
������о������������������Ҫ��ȱ�c��ճ���^����Ϳ�Ӳ��ϵ�ĥ�p��Ӱ����մɵď��Ⱥͽ���Y�ϵľo����������䆵Ļ��W����Ҳ��Ӱ�ճ��Ч�����M��Ӱ��ޏ��w�Ĺ��ܡ�ȫ݆��������ޏ��w�������������w�Ȱl���͜ؽ����ȱ�c��
Ŀǰ�R���ϳ��õ��մ�ճ�ӄ���Ҫ�ɷ֞�4���֬�ճ�ӄ��������x���ճ�ӄ�����֬�Ӳ����x���ճ�ӄ��������}�ճ�ӄ������И�֬�ճ�ӄ���Ҫ�������Wճ�����CеǶ�ϣ������x���ճ�ӄ�������Cе��ճ�ӣ������}�ճ�ӄ��t�ԙCеǶ�Ϲ�λ���������И�֬�ճ�ӄ�ռ������λ��
�մɱ���̎��������c��֮֬�g��ճ��������Ҋ���մɱ���̎����Ҫ�֞�Cе���������W���������w��������ɰ���g�̼��g����ż�����Ҋ�ķ�����������������մɞ�ྦྷ�մɣ������������|�����g�������ޣ��W�߂�ͨ�^��׃����䆱���ֲڶȡ��ɷֵȁ�������Cе�i�ϼ����Wճ�����ܡ�
��1����ɰ����ĥ��ɰ��ʹ����l�����ķ����б���D׃���Ķ�ʹ��б����䆾��w�����������ӡ������\�ӵ������X�w��������䆱��揊�қ_�����^�̣�Ŀ�����γɴֲڡ���ճ���档��헌���C����ʹ�� 50��m�������X�w������С�� 0.25MPa �ĉ������M�Ї�ɰ��������m�ϵ��x�������������ȫ���c��֬ճ�ӄ�֮�gճ�ӵď��Ⱥ��;��ԡ�
��2��ż����ͨ�^���r�I�팍�F��������֮�g���ι̽Y�ϣ�Ŀǰ��Ҫ�к� 10-����ϩ�������������(10-methacryloyloxydecyl dihydrogen phosphate��10-MDP) �ɷֵĵ���������ɴ��
��3��������g�����������ȫ�ɱ�����^���W���ܣ�����������䆱����c��֮֬�g�γ��^�Cе�B�ӣ���������ȫ�ɵ�ճ��Ч����
��1������䆵ڼ�����
�о��l�F��1���������ޏ��w�������ʞ� 95.3%��2����80.2%������֪�������^�õĽY�����R�������������ޏ�ʧ������Ҫԭ����ɵı��ѡ��mȻɾ����^�õ����WЧ����������䆻����N���ޏ��w�Ĵɱ��Ѹ����^��(������6%-25%)�����ڲ���ȫ���ޏ��w���߽��ٿ����ޏ��w�������g�ԡ��������ȡ�����Ûϵ���͏���ģ���ȵIJ�ƥ���Ӱ���c����䆵ĽY�ϡ�
�S�����ϵİlչ�����͵ĸ���ȫ��ޏ��w������F�����M������䆲��ϵ����ȡ���2014���Ƴ�PRETTAU ANTERIOR (Zirkonzahn) �������c������䇲����մ�ͬ�ӵ����ԣ��ҏ����h���ڲ����մ�( ��670MPa) ���ɺܴ�̶ȵ�ȡ�������մ�����ǰ�������W�ޏ͡�
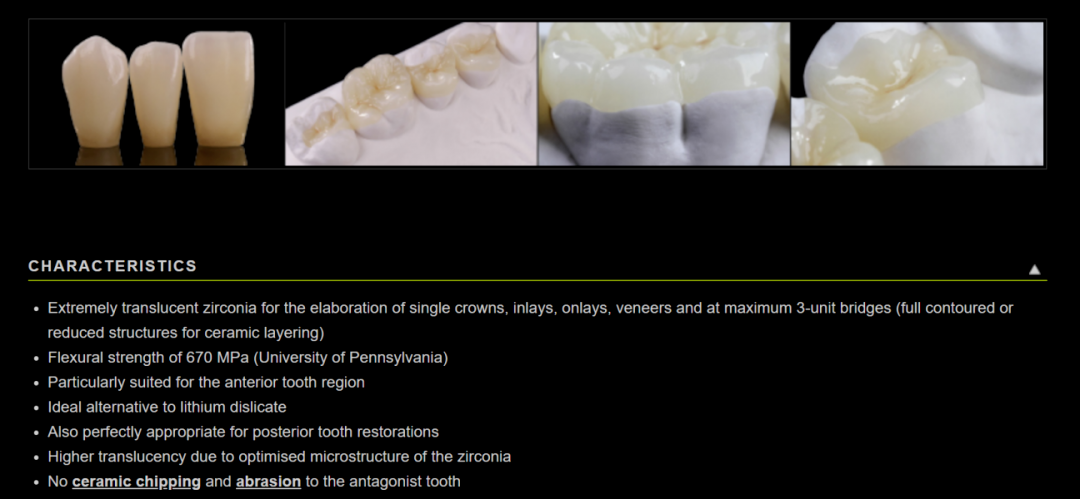
�D4 (Zirkonzahn)�������c
ȫ��ޏ��w�c���y������䆵ڼ�������ȣ���������С�������˸�������w�M����ͬ�r�����˱�����ɵ��ޏ�ʧ�����Mһ������ޏͳɹ��ʡ�
��2������䆘��˹�
������մɲ��Ͼ����^�õ���������ԺͲ����ԣ����Ժ�Ӳ��Ҳ���^�á����ٲ��|�����Ժ͙Cе�����^�ã������ה��ѡ��ܵ����g�����R���˴Ź����Ђ�Ӱ����������䆘����M���ޏͣ����w�����̶ȡ��ɫ�ȷ�����h��Ч�����^�ã����ޏͺ�Ę��˹ړp���١�
�w�S���˳ʬF�����ԣ����g���^�ã��c���w���X���ƶȘO�ߣ��������������ǰ���ޏ͡����F����e���wȱ�p�r��ҧ������Ҫ���ʹ�ö�����䆘������еĽ��ٙCе�ԃ����w�F���������о��l�F�����ޏʹ���e���wȱ�p���棬������䆘��˹ڃ����w�S����֬�ˣ�����ҧ�����Ȳ����С��eȱ�p�����Mǰ�����ޏͲ��ϣ����xȡ�w�S����֬�ˡ�[10]
��3������䆻��_
����䆻��_�c������Ⱦ����^�͵ı��������ܺͱ��杙���ԣ���˜p���˼����ĸ�����������ֲ�����܇��������L�U��[1]����䆻��_�����ϻ��ߵ����^Ҫ�������������^�á�⁺ͽ��ٻ��_���ܕ��^�Nֲ�w�܇�ܛ�M���@¶������߅���M��׃�ң����WЧ���^�

�D5 Components of the implant-abutment-screw system: (a)zirconia abutment, (b) implant fixture,(c)aftermarket abutment screw, and (d)OEM abutment screw.
������մɵ�ճ��
����
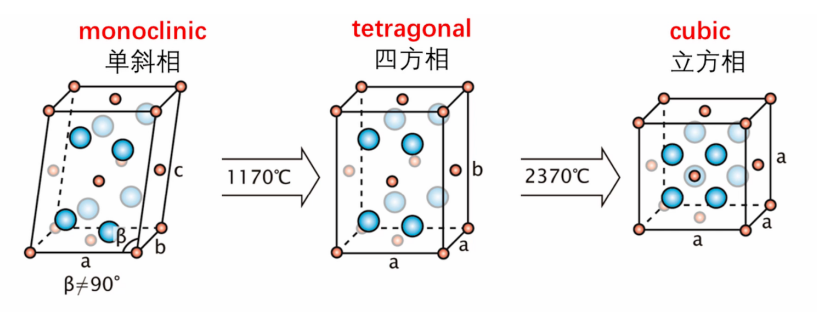
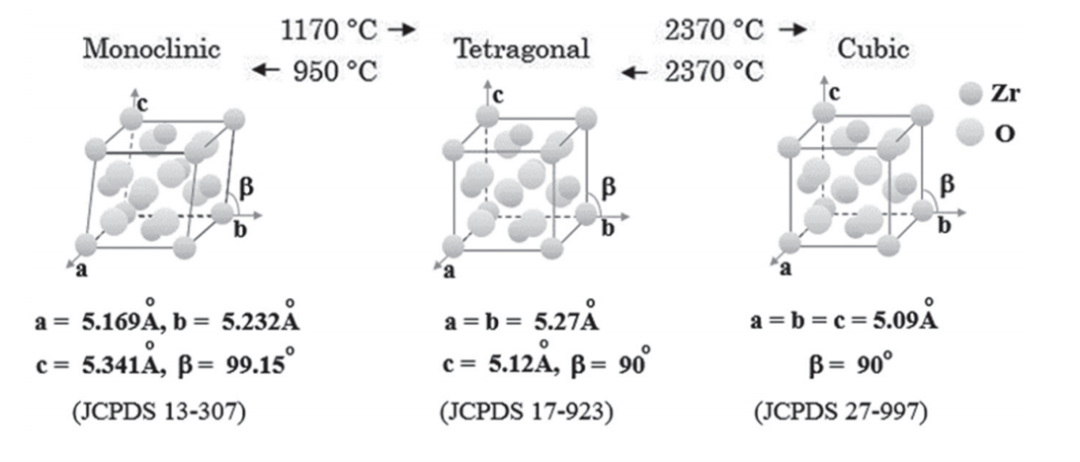
���D1: ��������N����Y����
������մ���һ�N�o�C�ǽ��ٶྦྷ���ϣ�������ͬ�ض������N���w�ΑB�����ؠ�B�£�����䆞��б��ϵ��1170-2370�z�϶����D׃���ķ���ϵ��2370-2680�z�϶����D׃��������ϵ�����ߜ���s�r���w�ΑB�ĸ�׃���������������������ѡ�������������ӽ�����������Է������Ҝ��µ��ķ��Y�����R�����҂����õ����ӵķ�����������ᐡ�
�մɂ��y�ı���̎����ʽ�����g����ɰ�����黯���������裨silicon dioxide, SiO2��Ϳ�ӣ��Լ��������������ü������䣬������e���g���x�Ӈ�Ϳ���g���x�����g�̵ȡ�������ᣨHydrogen Fluoride��HF�����g̎����Ҫ����SiO2����|���մɱ��棬ʹ�մɱ���ֻ����γ��մ����cճ�ӄ�֮�g���CеǶ�ϣ��Ķ�������ճ�ӏ��ȡ�����������մɱ���ȱ�ٹ���࣬���HF�����c����䆰l������������Փ�ϲ�������������մɱ����ճ������Ӱ�������ޏ��wճ�ӏ��ȵ��������S�࣬�о��C����ճ�ӄ����x���Լ�����䆴ɱ����̎����ʽ��������Ҫ��Ӱ����ء�
���D2: ����䆱���̎����ʽ��
��ɰ���g����������ճ�����ܵ���Ҫ��������ͨ�^�����w���_�F����䆱���ֻ�������������M�Ї�ɰ����ҪĿ���������c��
��1�������坍����ɰ����Ч�����Һ��ѪҺ���ЙC��Ⱦ��坍�ı������γ�����ճ�ӵ��țQ�l������2�����ӱ���ֲڶȣ��γɱ��治Ҏ�t�İ��Ӡ�Y�������Ә�֬ˮ�T͡�c����䆵�ճ����e����3�� ���ӱ��杙���ԣ������ژ�֬ˮ�T͡�B���Ķ��γ��ι̵ęCеǶ�ϡ�
�� ���D3: ����䆱��懊ɰ��
������R���^�쇊ɰǰ����䆱�������һ���Ĵֲڶȣ�����϶�����@������ɰ̎����ɱ���Ŀ�϶���@���ӣ��U����ճ����e���������γ��Cе��λ���������īI�����ɰ���J����Ŀǰ̎������䆴ɱ��泣��������Ч�ķ�������ô��ɰ��Ч��������ô���أ�
�D4
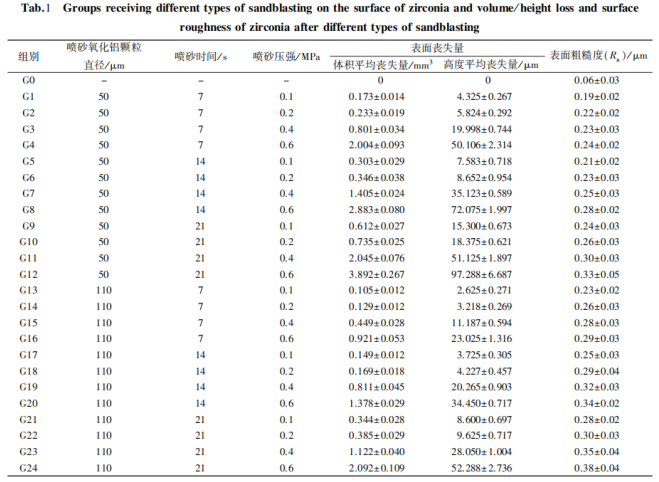
����ɰ�w���ߴ缰��ɰ�����㶨�r���S����ɰ�r�g�����ӣ�����䆴ֲڶȾ��@�����ӡ����� ɰ�r�g����ɰ�w����С�㶨�r���S����ɰ������������䆱���ֲڶ�Ҳ���S֮���ӡ����ڇ�ɰ�w����С���ԣ�����ɰ�r�g����ɰ�������ֺ㶨��50�̣퇊ɰ�w����ɰ�������䆱��� �pʧ���@������110�̣퇊ɰ�w����ɰ�������䆱���pʧ������ɰ���Ԍ�������䆱���pʧ����ɰ����Խ��ɰ�r�gԽ�L������䆱���pʧ��Խ�࣬�����ֲڶ�Խ��Ҳ���о���������ɰ���g����һ�����[�������w���ć�ɰ���܌���������ޏ��w�^�鱡���IJ��ְl�������ԓp�ġ�
���D5��
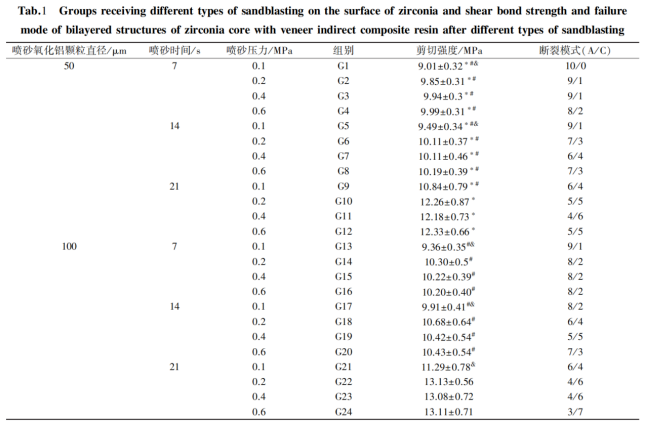
��ɰ������0.2��0.4�� 0.6MPa�r������c�g���ޏ͘�֬�����ճ�Y�����@�����ڇ�ɰ������ 0.1MPa�r�����ճ�Y���ȡ�����ճ�Y�����ڇ�ɰ������ 0.2��0.4�� 0.6MPa�r���]���@��׃���� ͬ�ǣ������P�īI�C���S����ɰ���������ӣ�����䆱�����F�Ѽy����ȱ�ݵĿ������S�����ӣ��Ķ���������䆏��ȣ�����ʧ����Ҳ���о��@ʾ��܇���ĥ30����б���w��������3%-5%����4bar��ɰ15����б���w��������13%-15%���@�N�D�����Ԍ�������䆵��ӻ������Բ����LJ�ɰ�w��Խ�r�gԽ�ã�����Խ����ֲڶ�Խ���Խ�á�
���D6��
�ć����@λ�W�ߵó��ĵĔ�����֪���ڲ�ͬ�w����С������䆇�ɰ�µĔ��я��ȣ���Փ�Ǹ����߀���ǃ�����Ȍ��սM��������ģ��ɴ˿�֪��Փ�Ǐ�����ճ�ӏ���߀���մɵęCе���ȁ��f���������ġ��C�����������]������䆵ĵı���ֲڶȣ��Cе���ȣ��Լ�ճ�ӏ��ȣ�����0.2MPa�� 50�̣�����110�̣��ć�ɰ�l����ʹ������c�g���ޏ͘�֬�����ճ�Y�����^�ѣ����^�����]�ć�ɰ�l����
������մɼ���һ�N�dz��e�ğo�C�ǽ��ٲ��ϣ��������õ��ߜء����g����ĥ�p�Լ�����ԣ�����֮ǰ�ѽ����������ͻ�����С��S�����g���Mһ�����죬�䑪���I��Ҳ��u�Uչ���漰���˽Y�����Ϻ��ܲ��ϡ�
�����ܵ����͵��D׃�����ƣ��μ����մɼ��Ǻ��y���a�ģ�ֻ���ڼ����m�����ͷ�����������ϡ�����������r�£������Ƃ���^�鷀�����մɼ�������иߵ��g�ԡ��ߵĿ������ȡ��ߵ�Ӳ�Ⱥ���ĥ�Ե����c���Ķ��@ʾ�����õďV���ԡ���֮�մɼ��]�д��ԡ�����늡������P����ĥ�������������t�W��е�I��͵��߹����I����Ҳ������A�������t�W�õ����g���������P�����˹����X�ȶ�����������մ��M�����������Y���մ�����������䆵�һ�����͑����I��Խ��Խ���˂�����ҕ��
������մɼ����۟�����һ�����εĹ�ˇ�����а����˺ܶ����s�IJ��E������������S���Ľ��Ǻ��y�����ɵġ����ÿһ������Ҫ�e��֔�������ܱ��C������մɼ����|���_��Ҫ��
�������x����һ�N�O�䣬���l�tҲҪ늻��tҲҪ������ԓ�����۟�̼��䓡����۟����^���У���������Ҫ�ֶ��������Ͷ�룬���ں�ӵ����F��Ԫ�أ��@ô����Ŀ���Ǟ��˜p���F��Ԫ�صğ��p���ȵ���������t��Ҳ�ѽ��_��1580��1600��ĕr��Ҫ�M��Ó����Ó�䡢Ó����̎���ˣ�һ���õĶ����X�z����i-Ca�Ͻ��SiC�Ȳ���Ҳ���������á���Ó���������t����̎���������՚⣬���^һ�c�r�g֮����N������A�s����ϸ�������tǰ����Ȼ�dz��б�Ҫ�������濾��400�����ϣ����ö�N��Ԫ�����Y��������׃�|̎�����Mһ�����������ܡ�
Ҫ�õ�һ���������մɼ���Ԓ���۟��dz��õļ��g��ˇ�����а����кܶ������E����ÿ�����E������Ҫע��ĵط����P���@����ļ����������£�
���˴_���۟����ɵ��մɼ��|���^Ӳ������Ҫ�_���۟�������������l�t߀��늻��t�۟����������۟�̼��䓡�������i�F�������F�غϽ���ϵ��۟���Ҫ�ֶ�Σ�ÿ��������ԭ�t�M�У���ӛסҪ���F��Ԫ�ط��ں���룬�Ԝp�ٟ��p��
�մɼ��۟��^���У��M���p�ωK����СЩ����50��80mm���ˡ����t���_��1580��1600��r��߀Ҫ�M��Ó����Ó�䡢Ó����̎�����˕r����Һ��Ҫ�ø��w���w�����Դˁ��������՚⣻�����մɼ�Ҫ��oһ�Εr�g��ʹ������A�s����г���r�g�ϸ���
�մɼ��ڳ��t���g߀Ҫ�ö�N��Ԫ����׃�|̎����ʹ��һ�νY�����������C������մɼ��������_���A��ˮƽ��